公司新闻
#精密钢管#专业生产
更新时间: 2026-05-22 23:07:41 ip归属地:攀枝花,天气:多云转晴,温度:23-38 浏览:1次
以下是:攀枝花市仁和区#精密钢管#专业生产的产品参数
【盛联】业务覆盖多元场景,提供以下产品和服务:米易无缝方矩管质量好、盐边无缝方矩管精选厂家好货等。#精密钢管#专业生产,盛联管业(攀枝花市仁和区分公司)专业从事#精密钢管#专业生产,联系人:潘经理,电话:【18762195566】、【18762195566】,以下是#精密钢管#专业生产的详细页面。 四川省,攀枝花市辖区,仁和区 仁和区,四川省攀枝花市辖区,地处攀西大裂谷,位于川滇交界处,地理坐标为北纬26°06′~26°47′,东经101°24′~101°56′之间,属以南亚热带为基带的立体气候,炎热、干燥,气温日变化大,年变化小,总面积1728.98平方千米。截至2022年末,仁和区常住人口26.67万人。截至2023年3月,仁和区辖1个街道、8个镇、5个乡,区人民政府驻攀枝花大道南段1446号。
观看我们的产品视频,就像打开了一扇通往#精密钢管#专业生产产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:攀枝花仁和#精密钢管#专业生产的图文介绍

当输入热量不足时,被加热的精密钢管边缘达不到精密钢管温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的精密钢管边缘超过精密钢管温度,产生过烧或熔滴,使精密钢管形成熔洞。精密钢管的两个边缘加热到精密钢管温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的精密钢管。若挤压力过小,形成共同晶体的数量就小,精密钢管金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出精密钢管,不但降低了精密钢管强度,而且会产生大量的内外毛刺,甚至造成精密钢管搭缝等缺陷。
精密钢管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,精密钢管强度下降;反之,精密钢管边缘加热不足,挤压后成型不良。精密钢管是一个或一组精密钢管专用磁棒,精密钢管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、精密钢管精密钢管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在精密钢管精密钢管边缘附近,使精密钢管边缘加热到精密钢管温度。精密钢管用一根钢丝拖动在精密钢管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于精密钢管快速运动,精密钢管受精密钢管内壁的磨擦而损耗较大,需要经常更换。精密钢管经精密钢管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠精密钢管的快速运动,将焊疤刮平。精密钢管内部的毛刺一般不。
根据精密钢管线能量的变化及时调节输出电压和精密钢管速度。参数固定后一般不用调整精密钢管间隙的控制将精密钢管送入精密钢管机组,经多道轧辊滚压,精密钢管逐渐卷起,形成有开口间隙的圆形精密钢管,调整挤压辊的压下量,使精密钢管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精密钢管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精密钢管热量过大,造成精密钢管烧损;或者精密钢管经挤压、滚压后形成深坑,影响精密钢管表面质量。


这种精密管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
传送转子由装在同一轴上的若干个机械手构成(数量视同步装置的工位数而定),机械手可水平和垂直地往返移动,同时还可作角度上的转动。为将待用的浇口棒装到装配转子上,在流水线中设有类似的同步装置和传送转子。
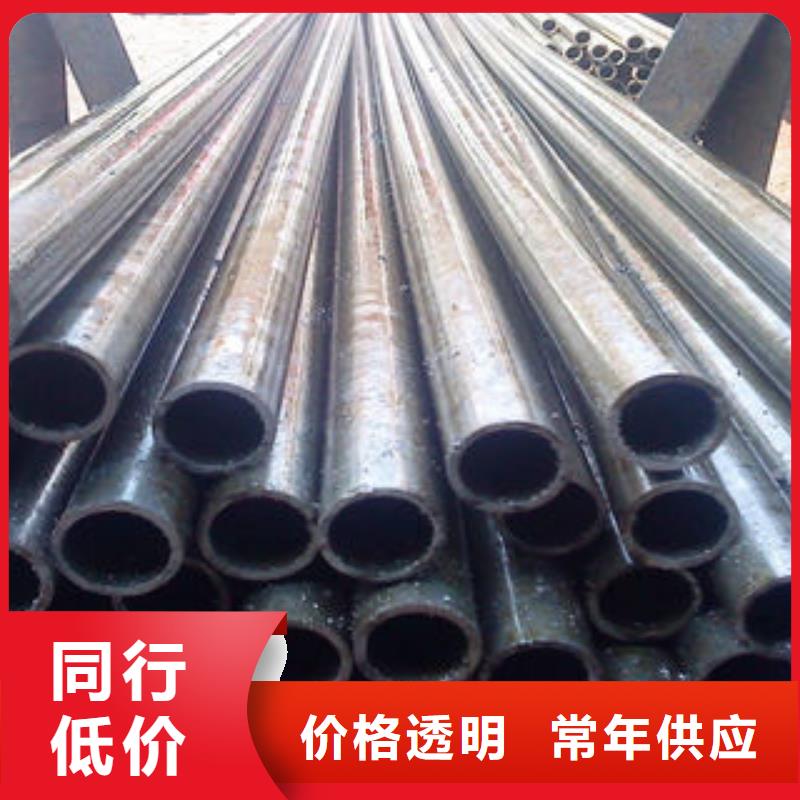
一般的精密管的生产工艺可以分为冷拔与热轧两种,冷轧精密管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精密管要短于热轧精密管,冷轧精密管的壁厚一般比热轧精密管要小,但是表面看起来比厚壁精密管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧精密管的交货状态一般是热轧状态经过热处理后进行交货。热轧精密管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中。
热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精密管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精密管的规格用外径*壁厚毫米数表示。精密管分热轧和冷轧(拨)精密管两类。



攀枝花仁和盛联管业有限公司始终严把质量关,把科技创新作为公司的核心竞争力,其强大的研发能力保证了 无缝方矩管产品的不断改进和更新。 无缝方矩管产品质量、价格以及服务获得业界优良口碑。公司始终把“求真务实、拼搏创新、合作共进、价值共享”为企业的经营理念,并把振兴民族企业和民族产品为己任,更好更多的服务于社会。

精密钢管如何生锈。用化学酸洗完之后再用电解方法进行一次补充就可以让精密钢管得到非常好的保护了,对精密钢管进行除锈,在给精密钢管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除精密钢管表面松动或翘起的铁锈。对精密钢管的表面进行清洗,在对精密钢管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除精密钢管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。
精密钢管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精密钢管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精密钢管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精密钢管焊接,从而获得稳定的精密钢管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。
切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
精密钢管生产工艺特点:精密钢管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。
精密无缝钢管机的生产效率一直是人们为关注的问题。提高冷轧管机的生产效率就是提高冷轧精密无缝钢管机的小时产量产量A、一般用下式进行计算冷轧管机的小时.从上式可知,提高轧厚壁无缝管机产量的个重要途径就是提高轧管机的速度。要想提高轧管速度,必须首先解决轧管机机架的惯性力和惯性扭矩的平衡方法及具体结构,各个零部件的强度和刚度以及润滑、冷却、使用寿命等问题。加大送进量,和提高延伸率人是提高轧管机产量的又一有效的措施。为此,采用环形孔型块是理想的解决方法,它既有利于加长机架行程又不过多地增加轧辊的直径。

#精密钢管#专业生产_盛联管业(攀枝花市仁和区分公司),固定电话:【18762195566】,移动电话:【18762195566】,联系人:潘经理,开发区工业园。
产品
其他新闻
- 槽钢厂家现货直销 2026-05-22
- 轴承-轴承厂家直销 2026-05-22
- 不锈钢管、不锈钢管厂家直销-值得信赖 2026-05-22
- 无缝钢管费用 2026-05-22
- 欢迎访问##数控雕刻机##厂家 2026-05-22
- 不锈钢地沟盖板生产直销 2026-05-22
- 登高车租赁现货质量好 2026-05-22
- 球墨铸铁管工厂货源 2026-05-22
- 钢套钢固定支架就是好 2026-05-22
- 乙烯基树脂全国供货 2026-05-22
- 衬塑管工厂直供 2026-05-22
- 物流质量有保证 2026-05-22
- 生产厚壁板卷管的实体厂家 2026-05-22
- 定做高压锅炉管的批发商 2026-05-22
- 方矩管库存量大 2026-05-22
联系方式
